
Nearly doubling efficiency with an enhanced new jaw design, Design & Automation Solutions (DAS) are…

DAS Lights Up LED Automation Solutions
An innovative approach to the burning issue of effective and efficient LED leg forming and testing has led to an automated solution to an ongoing problem faced by a renowned fire and smoke detection company.
Design & Automation Solutions (DAS) were brought in to design and build an LED leg forming machine to test, form and sort infrared LED’s based on customer defined parameters.
When given the problem, DAS used their experience and innovative approach to modular design to exceed client expectations – creating a robust and efficient solution, whilst also taking on feedback and requests to make the machine the perfect size and fit for the client’s needs.

The machine processes 30 LED’s a minute, fed by a bowl feeder, along a linear track and transferred through the test procedure. Based on the test results, the legs of the passed LEDs are then formed and sorted into one of six bins; 5 levels of pass and fail.
The LED is first tested in its fed orientation, where it provides a reading on the customer supplied test sensor. If no reading is attained, the LED is assumed to be in the wrong orientation and so, at the next stop, is rotated by 180ᵒ. At the following test station (if it didn’t pass the first test, it is tested again) the results are logged and if the LED provides a pass reading, the legs are bent in the correct orientation and it is dropped into its respective sorting bin. If the LED provided no reading, or a reading below a pass, the legs aren’t bent and it is dropped into the reject bin. The results of the tests are logged in the system, based on customer requirements, the formed LED’s are counted ready for the next stage of their production line and the failed parts removed from the process.
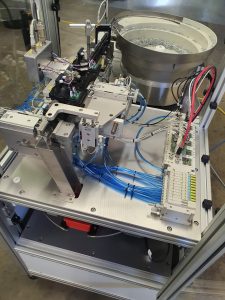 The machine consists of a Grimm bowl feeder and linear track with a custom escapement to feed the LEDs to the testing section of the system. The machine has bespoke designed and machined parts along with standard parts from Mitsubishi PLC, Ixon Cloud router, SMC pneumatic components, aluminium extrusion frame and sensors, at all critical positions to allow the machine to function correctly.
The machine consists of a Grimm bowl feeder and linear track with a custom escapement to feed the LEDs to the testing section of the system. The machine has bespoke designed and machined parts along with standard parts from Mitsubishi PLC, Ixon Cloud router, SMC pneumatic components, aluminium extrusion frame and sensors, at all critical positions to allow the machine to function correctly.
This whole process is controlled by the PLC and DAS’s custom software. A HMI gives the operator interaction with the machine and presents some of the data such as the last 10 test results, the number of LED’s in each bin and the general machine status (i.e. bowl feeder low level). The test data can also be exported to an external PC and using the Ixon Cloud router, users can communicate with the machine remotely. This has the added benefit of allowing faster support from Design & Automation Solutions, should an unlikely problem arise, as well as providing the end user with mobile notifications of the machine’s status – an especially valuable service given the current climate.
Mick Stallwood, Managing Director of DAS concludes: “I couldn’t be happier with the client’s response to this project. We put everything into it and their reaction to our delivery highlights the evolvement of an innovative product born out of a synergised working partnership between us and them.”
Related Posts
