

Design & Automation Solutions (DAS) worked in close collaboration with Mitsubishi Electric and IMI Norgren to deliver a fully automated lead-frame feeding and cropping system for Batten & Allen, supporting high-volume electrical component production.
The system was developed to supply precisely cropped lead-frames ahead of an over-moulding process, forming a critical upstream operation for relay base components manufactured for an international end customer. The project focused on improving throughput, accuracy and energy efficiency, while reducing manual intervention and changeover time.
Client: Batten & Allen
Sector: Electronics Manufacturing
Technology Partners: Mitsubishi Electric and IMI Norgren
Machine Builder & Integrator: Design & Automation Solutions (DAS)

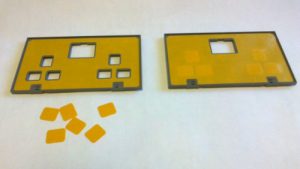
Leadframe Feeding & Cropping System
From Design to Implementation









Deliver consistent, high-precision lead-frame feeding and cropping at speed with key features:
- High-speed, automated feeding and cropping of reeled lead-frames
- Tight dimensional tolerances to support downstream over-moulding quality
- Multi-axis synchronised motion for precise feed and crop control
- Rapid changeovers between lead-frame formats
- Reduced energy consumption compared to traditional pneumatic systems
- Seamless integration with existing production equipment
DAS designed and manufactured a compact automated work cell incorporating servo-driven feed and crop mechanisms, controlled via Mitsubishi Electric MELSEC iQ-F PLC technology with multi-axis synchronised motion.
One servo axis controls the continuous feeding of the stamped strip, while a second delivers up to 6000N of force to the cropping tool. A non-contact loop control system maintains constant web tension from the decoiler, and a multi-roller strip straightener ensures optimal material flatness prior to cropping.
The use of electric actuators, combined with advanced motion control, delivers accurate and repeatable positioning while reducing overall energy consumption.
- Throughput: Up to 700–900+ lead-frames per hour (application dependent)
- Accuracy: ±10 micron dimensional tolerance
- Material handling: Reeled lead-frames up to 40mm wide
- Component length: Cropping capability up to 250mm
- Actuation: Servo-driven feed and high-force cropping axis (6000N)
- Loop management: Non-contact web tension control
- Tooling: Quick-change tooling with high positional repeatability
- HMI: Touchscreen interface with diagnostics and fault logging
The automated system has delivered a significant step-change in productivity for Batten & Allen, increasing throughput, improving quality control and reducing manual handling. Faster changeovers and a modular design provide long-term flexibility, while the shift to electrically driven actuation supports lower energy consumption and a more sustainable production process.
The project highlights the strength of collaboration between DAS and Mitsubishi Electric, combining machine design expertise with advanced motion and control technology to unlock new efficiencies in high-volume electronics manufacturing

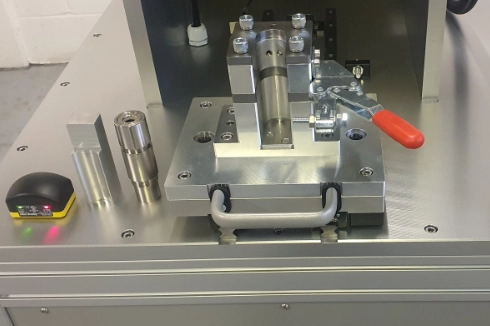
This pneumatic assembly press for speedfit tube fittings has multiple sensors to ensure all the component parts are correctly fitted before assembly is established.
An enhanced design requested by a customer in the fluid control industry, we advanced the technical capabilities to deliver greater accuracy and capacity.
Assembly presses are utilised across multiple industries and we support numerous sectors with our presses.

3.5kN Pneumatic Assembly Press

Selector Switch for Different Product Variants

Pressure Gauge to Adjust Insertion Force

Client Tooling and Components

Subsea hydraulics for the oil and gas industry demand exceptional accuracy in extreme working conditions.
This machine accurately tightens a range of threaded components up to a maximum torque of 800NM with an accuracy of +/- 5NM. A load cell is incorporated to provide the accurate torque measurement in conjunction with a Nord servo gearmotor. The torque values are date and time stamped then recorded in the Mitsubishi PLC/HMI and exported to a customer database.
Delivering incredible accuracy, repeatedly, alongside data acquisition, this machine guarantees full traceability for our oil and gas customer without any risks of human error.

Automated Torquing Machine

Torquing Machine Operator Interface

Load Cell Calibration Fixture
Fixture & Component Ready for Loading

Fixture in Position & Tool Guide

Drive Motor & Load Cell
This machine tests, forms and sorts 1800 LEDs an hour into 5 pass grades and fail. The machine feeds the untested LEDs from a Grimm bowl feeder and linear track into our custom testing transfer mechanism. Each infrared LED is tested for brightness and assuming is meets the pass grade is formed before being put into its corresponding graded bin, on the carousel below.

Operator loading the LEDs

LED before and after
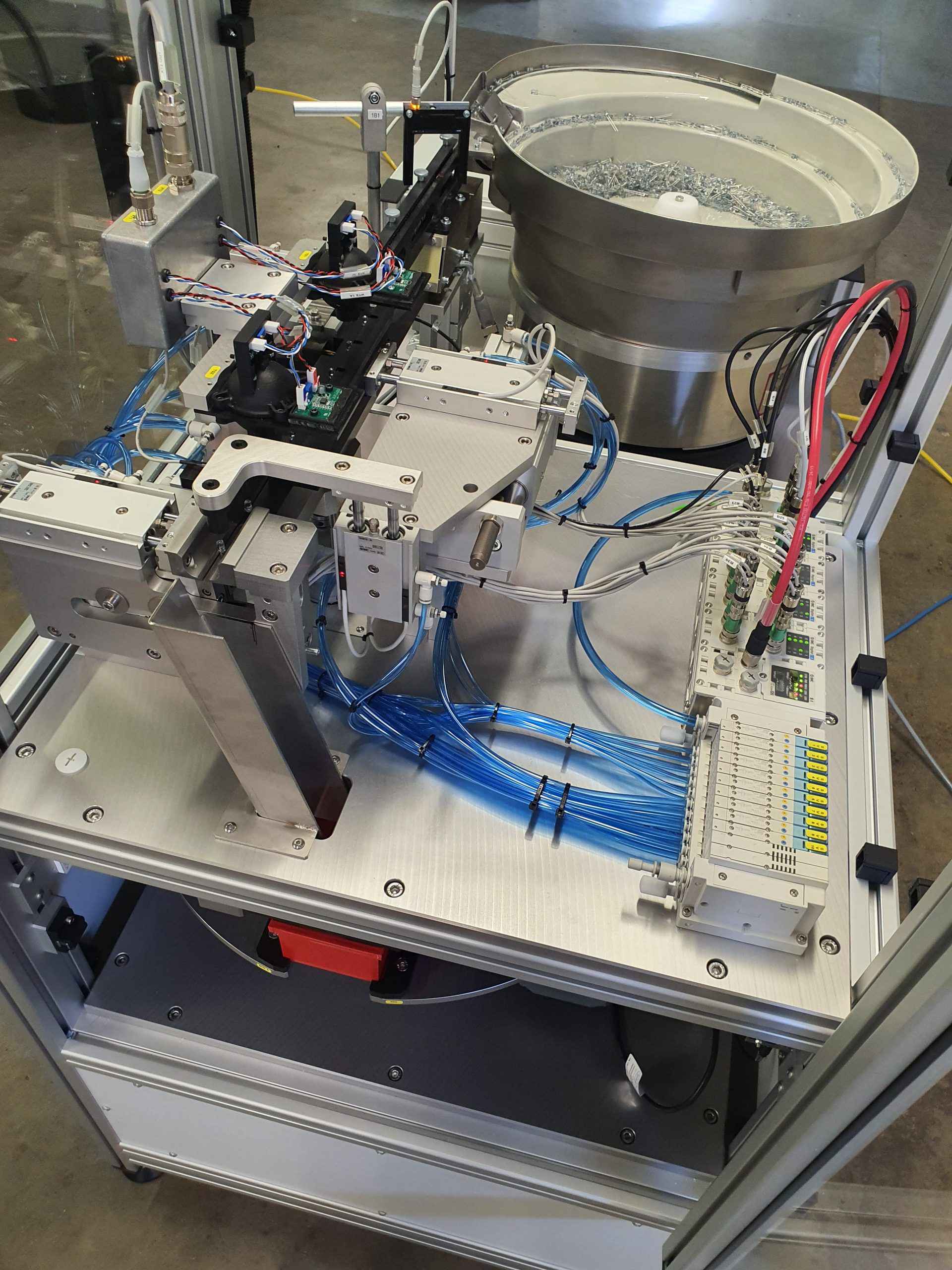
Transfer mechanism, chute & carousel




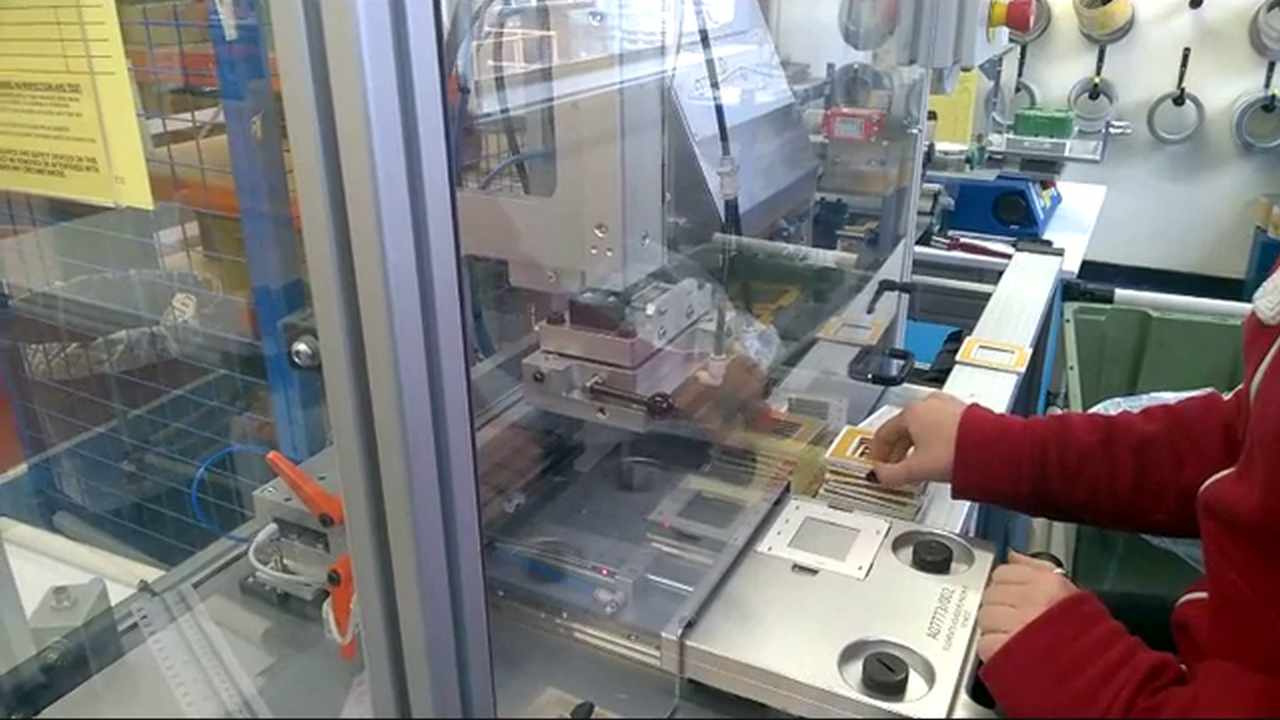



This system automatically produces staples from band made with 250 wires at speeds of up to 320 parts per minute. Working closely with our colleagues at Rudolf Grauer AG in Switzerland we have designed and manufactured a number of systems for the handling and packing of No 10, 24/6, 26/6 and similar staples. The No 10 machine can pack up to 4800 cartons of staples each containing 1000 staples per hour, running 24 hours per day.

No 10 Staple
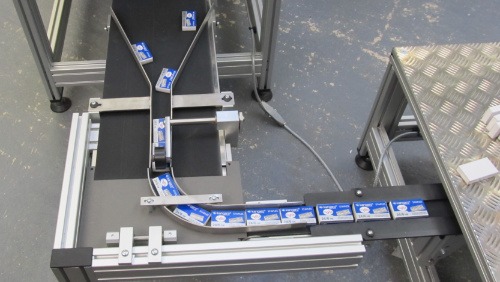
No 10 Staple Packing Line

No 10 Staple Packing Integration

